
ステップ1
プリフォーム
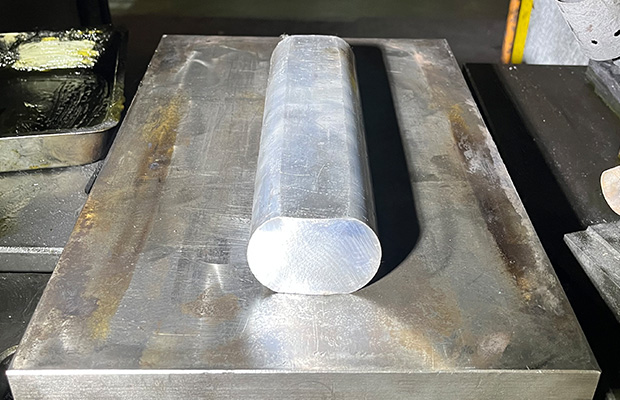
ローラー鍛造プリフォーム
アルミ合金の棒・シャフト製品に適しています。原材料を有効活用し、鍛造圧力を低減し、金型の耐用年数を延ばします。
アルミ合金の棒・シャフト製品に適しています。原材料を有効活用し、鍛造圧力を低減し、金型の耐用年数を延ばします。
その他予備成形(平坦化)
その他のアルミニウム合金製品にも適しています。原材料を有効活用し、鍛造圧力を低減し、金型の耐用年数を延ばします。
その他のアルミニウム合金製品にも適しています。原材料を有効活用し、鍛造圧力を低減し、金型の耐用年数を延ばします。
ステップ2
鍛造前
原材料を鍛造前の金型の空洞に充填し、鍛造部品を最終形状と寸法に近づけて変形します。
ステップ3
トリミングとパンチング
水平方向のバリや打ち抜き凹部をトリムして、鍛造部品の外観と形状が図面の要件を満たすようにします。
ステップ4
完全な鍛造
事前に鍛造された鍛造部品は、最終的に最終的な形状と寸法に変形されます。
ステップ5
熱処理
T4固溶体熱処理
時効強化前の準備工程。アルミニウム合金を所定の固溶体温度まで加熱し、適当な時間保持した後、急冷してアルミニウム金属マトリックス中に過飽和固溶体を形成する。
時効強化前の準備工程。アルミニウム合金を所定の固溶体温度まで加熱し、適当な時間保持した後、急冷してアルミニウム金属マトリックス中に過飽和固溶体を形成する。

T6エージング熱処理
T4固溶体熱処理後、特定の温度で人工時効熱処理を行い、合金製品を強化して必要な物理的・機械的特性を得ます。
T4固溶体熱処理後、特定の温度で人工時効熱処理を行い、合金製品を強化して必要な物理的・機械的特性を得ます。
ステップ6
振動と研削
振動による相互摩擦の原理により、ワークの表面を滑らかにし、元々の粗い表面や凹凸を取り除きます。
ステップ7
隠蔽
界面活性剤洗浄技術を用いてアルミニウム素材を洗浄すると、白い表面が得られ、乾燥後に塗装、接着、着色が可能になります。
ステップ8
サンドブラスト
材料の表面を破壊的に加工する方法。細かい研磨砂粒子を使用して材料の表面に衝撃を与え、表面に粒状のくぼみを生じさせて、マットな表面または侵食された表面を形成します。材料表面の滑らかさを向上させます。