











Bestätigen Sie die Abmessungen des Werkstücks und überprüfen Sie jedes Schraubengewinde mithilfe von Lehren.
Überprüfen Sie das Aussehen des Werkstücks vollständig, bevor Sie es auf das Beschichtungsgestell hängen.
Ölentfernung und Reinigung.
Machen Sie die Teileoberfläche hell und glatt.
Entfernen Sie nach dem chemischen Polieren Flecken und Asche auf der Oberfläche, um eine relativ saubere Oberfläche zu erhalten.
- Allgemeines Anodisieren: Legen Sie das Werkstück in einen Elektrolyten mit niedriger Temperatur und legen Sie elektrischen Strom an, um einen Oxidfilm auf der Oberfläche zu bilden.
- Hartanodisieren: Legen Sie das Werkstück in einen Elektrolyten mit extrem niedriger Temperatur und legen Sie elektrischen Strom an, um einen extrem harten Oxidfilm auf der Oberfläche zu bilden.
Überprüfen Sie die Filmdicke des Werkstücks.
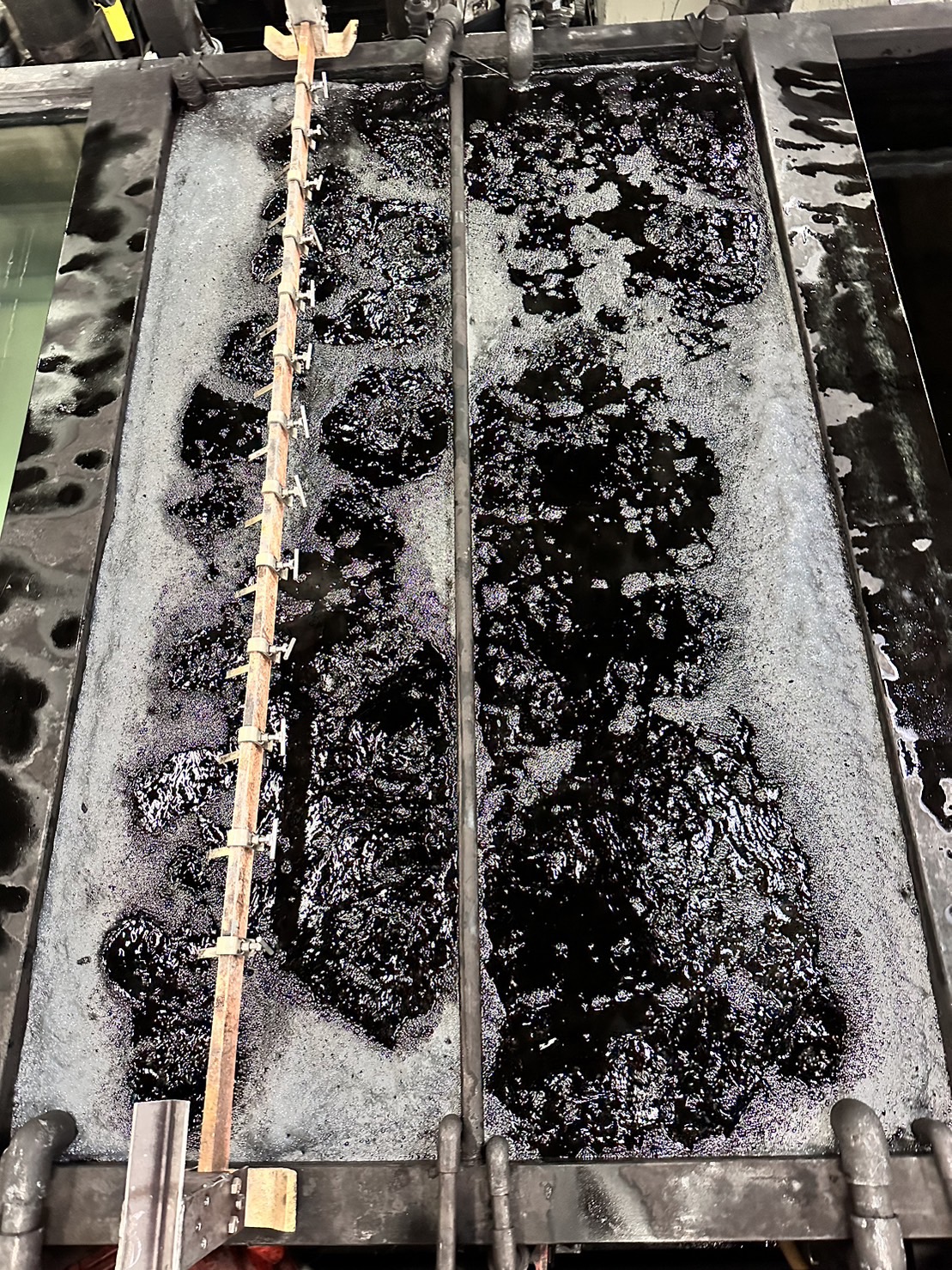
Weichen Sie das Werkstück in der schwarzen Färbewanne ein, um ihm ein schwarzes Aussehen zu verleihen.
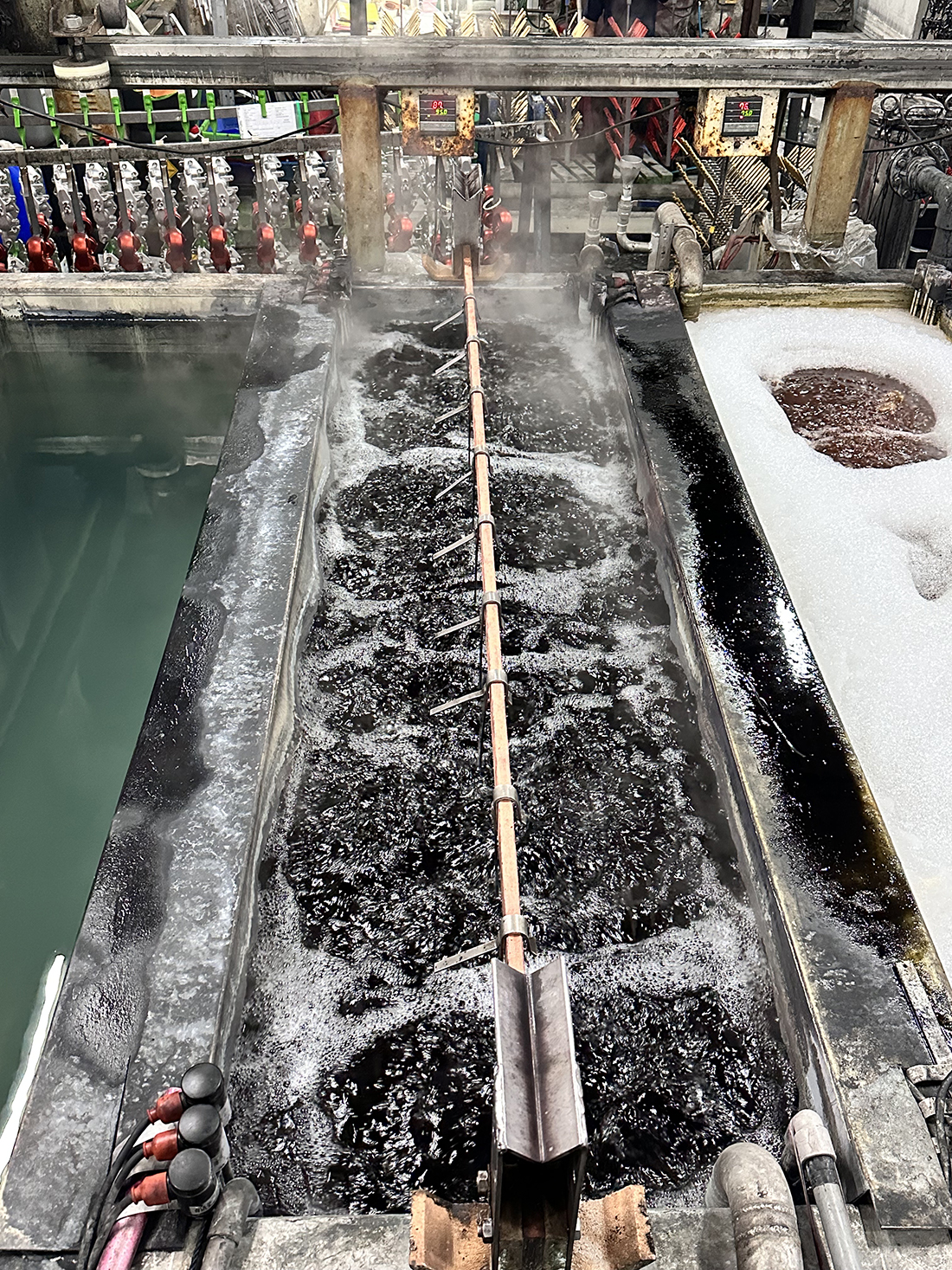
Es handelt sich um einen Nachbehandlungsprozess des Eloxierens. Die Poren der Oxidschicht werden versiegelt, um eine nicht adsorbierende Oberfläche zu erhalten, oder es werden Substanzen in die Poren der Oxidschicht eingebracht, um die Eigenschaften der Oxidschicht zu verändern oder zu verbessern. Der versiegelte Oxidfilm ist nicht mehr adsorbierend und verschleißfest und temperaturbeständig. Die Isolationseigenschaften werden ebenfalls verbessert.
Mit einer Luftpistole das Werkstück trockenblasen.
Überprüfen Sie das Aussehen des Werkstücks nach der Entnahme aus dem Beschichtungsgestell vollständig.
Verwenden Sie Laserlicht mit extrem hoher Intensität, um das Objekt kontinuierlich zu beleuchten, sodass das Objekt teilweise den Schmelzpunkt erreicht, weich wird und nach unten geschnitten werden kann. Kombinieren Sie es mit einem Hochdruckluftstrom, um das Objekt zu schmelzen oder zu verdampfen, und das erzeugte Abgas wird weggeblasen. Erzielen Sie einen präziseren Schneideffekt als beim Stanzen.
Führen Sie vor dem Versand eine vollständige Prüfung des fertigen Produkts durch.