
Step1
預成形
輥鍛預成形
鋁合金杆軸件產品採輥壓預成形,能有效使用原料,減少鍛造壓力,延長模具壽命。
鋁合金杆軸件產品採輥壓預成形,能有效使用原料,減少鍛造壓力,延長模具壽命。
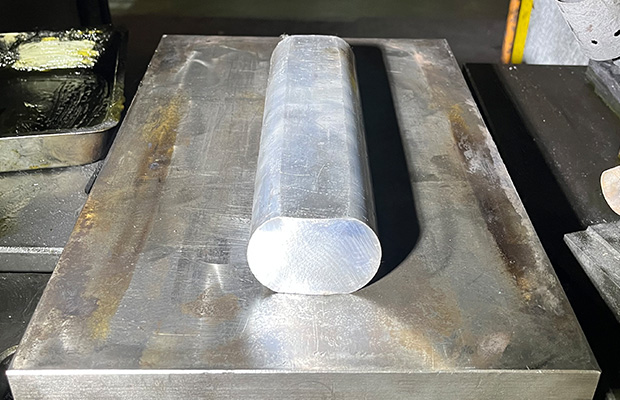
其他預成形(壓扁)
鋁合金其他產品使用各式壓床預成形,能有效使用原料,減少鍛造壓力,延長模具壽命。
鋁合金其他產品使用各式壓床預成形,能有效使用原料,減少鍛造壓力,延長模具壽命。
Step2
預鍛
內填鍛胚原料在預鍛模腔內,使鍛胚變形接近最終鍛件的形狀與尺寸。
Step3
切邊沖孔
切除鍛件橫向溢料飛邊或沖孔連皮,使鍛件外觀及形狀需求達到圖面要求。
Step4
完成鍛
使預鍛鍛胚最終變形至完成鍛所需求的形狀和尺寸。
Step5
熱處理
T4 固溶熱處理
鋁合金加熱到預定固溶溫度,經適合時間保溫處理,再行快速焠火冷卻,於鋁金屬基體內形成過飽和固溶體,為時效強化前準備製程。
鋁合金加熱到預定固溶溫度,經適合時間保溫處理,再行快速焠火冷卻,於鋁金屬基體內形成過飽和固溶體,為時效強化前準備製程。

T6 時效熱處理
用於 T4 固溶熱處理後,進行特定溫度人工時效熱處理,使合金產品經強化獲得需要的物理-機械性質。
用於 T4 固溶熱處理後,進行特定溫度人工時效熱處理,使合金產品經強化獲得需要的物理-機械性質。
Step6
振動研磨
藉由振動相互摩擦的原理,將欲處理的工件表面平滑化,去除原本粗糙凹凸的表面。
Step7
洗白
鋁材用介面活性劑清洗技術洗淨後,可得到潔白的表面,經乾燥後可以塗裝、接著、著色。
Step8
噴砂
針對素材表面進行的一種破壞性的加工方式,利用細小的研磨砂材顆粒對素材表面衝擊,讓表面產生像顆粒化般的凹陷使之形成霧面或侵蝕面,提升素材表面的光潔度。