
Step1
预成形
辊锻预成形
铝合金杆轴件产品採辊压预成形,能有效使用原料,减少锻造压力,延长模具寿命。
铝合金杆轴件产品採辊压预成形,能有效使用原料,减少锻造压力,延长模具寿命。
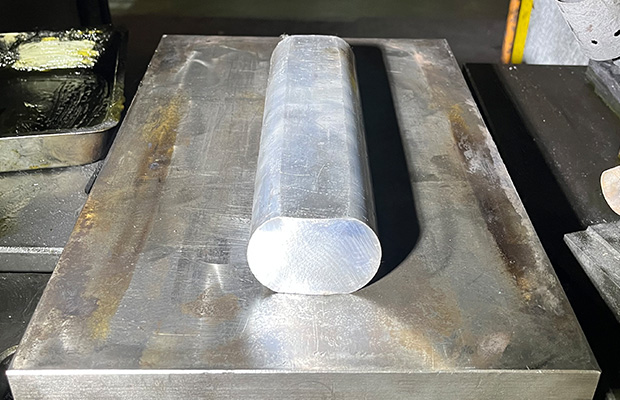
其他预成形(压扁)
铝合金其他产品使用各式压床预成形,能有效使用原料,减少锻造压力,延长模具寿命。
铝合金其他产品使用各式压床预成形,能有效使用原料,减少锻造压力,延长模具寿命。
Step2
预锻
内填锻胚原料在预锻模腔内,使锻胚变形接近最终锻件的形状与尺寸。
Step3
切边沖孔
切除锻件横向溢料飞边或沖孔连皮,使锻件外观及形状需求达到图面要求。
Step4
完成锻
使预锻锻胚最终变形至完成锻所需求的形状和尺寸。
Step5
热处理
T4 固溶热处理
铝合金加热到预定固溶温度,经适合时间保温处理,再行快速焠火冷却,于铝金属基体内形成过饱和固溶体,为时效强化前准备制程。
铝合金加热到预定固溶温度,经适合时间保温处理,再行快速焠火冷却,于铝金属基体内形成过饱和固溶体,为时效强化前准备制程。

T6 时效热处理
用于 T4 固溶热处理后,进行特定温度人工时效热处理,使合金产品经强化获得需要的物理-机械性质。
用于 T4 固溶热处理后,进行特定温度人工时效热处理,使合金产品经强化获得需要的物理-机械性质。
Step6
振动研磨
藉由振动相互摩擦的原理,将欲处理的工件表面平滑化,去除原本粗糙凹凸的表面。
Step7
洗白
铝材用介面活性剂清洗技术洗净后,可得到洁白的表面,经干燥后可以涂装、接着、着色。
Step8
喷砂
针对素材表面进行的一种破坏性的加工方式,利用细小的研磨砂材颗粒对素材表面冲击,让表面产生像颗粒化般的凹陷使之形成雾面或侵蚀面,提升素材表面的光洁度。